地址:中國浙江省湖州市長興縣林城橋南開發區
電話: 0572-6087208
傳真: 0572-6087238
手機 : 13705825078
手機:18257259988
網址 : www.mis8.cn
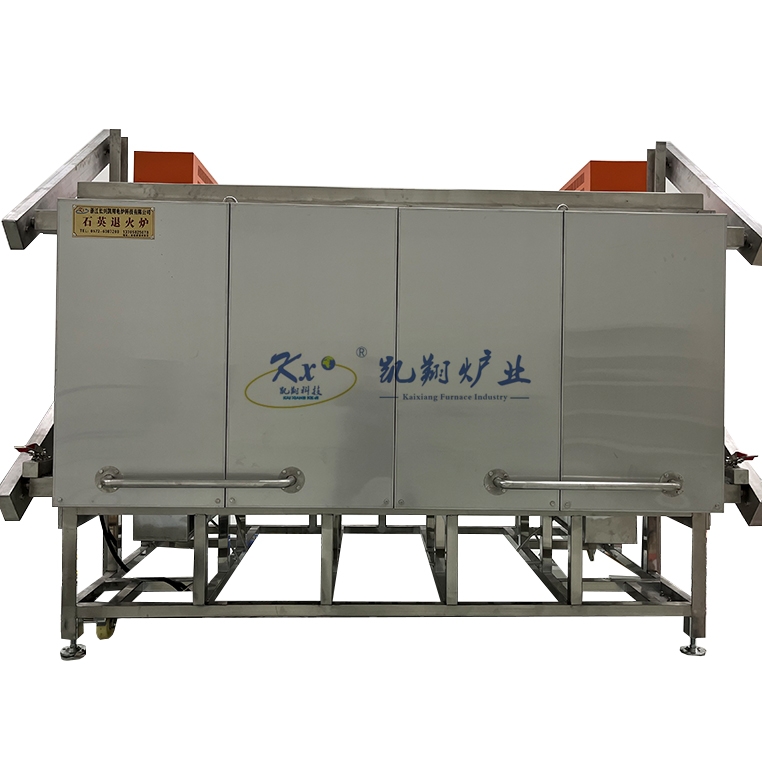
退火爐的爐襯由新型1360高鋁硅酸鋁纖維模塊制成。 它由高壓塊制成,爐膛無縫。 堆密度達到285Kg / m3。 電導率系數低于0.18(在1000℃時)。 / 30,與相同規格的普通制造商的爐灶相比,可節能25-30%,與相同規格的耐火磚相比,節能約45-50%。
退火爐的溫度控制系統采用多區PID智能溫度控制方法。 晶閘管三相過零法可以自動智能地調節輸出功率百分比,從而使溫度完全符合過程編程指令的要求。 溫控精度≤±1℃,爐內有效空間溫度均勻度達到±3℃,有效地保證了工件不過度燃燒,不融化氧氣,可以保證工件熱處理合格率 達到100%
無論是應用退火爐網帶還是其他高質量的設備,除了需要掌握正確的操作方法外,通常還需要注意一些事項。 為了進一步增進用戶對其的理解,退火爐網絡的專業人員皮帶的使用需要注意以下幾點:

1.彎針刮片:人員操作不當,如校正范圍過大,彎針沖孔量太大,張力過小或人工校正不及時等; CPC更正系統故障報廢; 進料板的形狀不良。
2.清潔槽的刮擦邊緣:入口彎針未正確校正,鋼帶從清潔槽的刮擦邊緣跑開; 電解銅條或護板斷裂而掉落,導致鋼帶被刮擦甚至斷裂; 刷輥或擠壓干燥輥不旋轉,擠壓鋼帶會導致鋼疊破裂。
3.退火爐刮擦:校正操作不及時或3#校正機校正效果差,刮擦爐壁或爐輥邊緣。
4.鋅鍋部分的刮削:主要是指爐鼻的刮削,與前道工序的矯正效果直接相關。
5.冷卻塔刮擦:形狀不良,邊緣波大等,鋼帶運轉不規律,摩擦導致刮擦; 塔頂不正確或CPC校正系統出現故障; 水淬火箱刮擦。
6.出口環刮:與入口處的環刮相同,主要原因是:人員操作不當,如矯正范圍過大,環沖量大,或人工矯正不及時等; CPC校正系統故障刮; 鋼帶的形狀沒有改善,例如邊緣波。